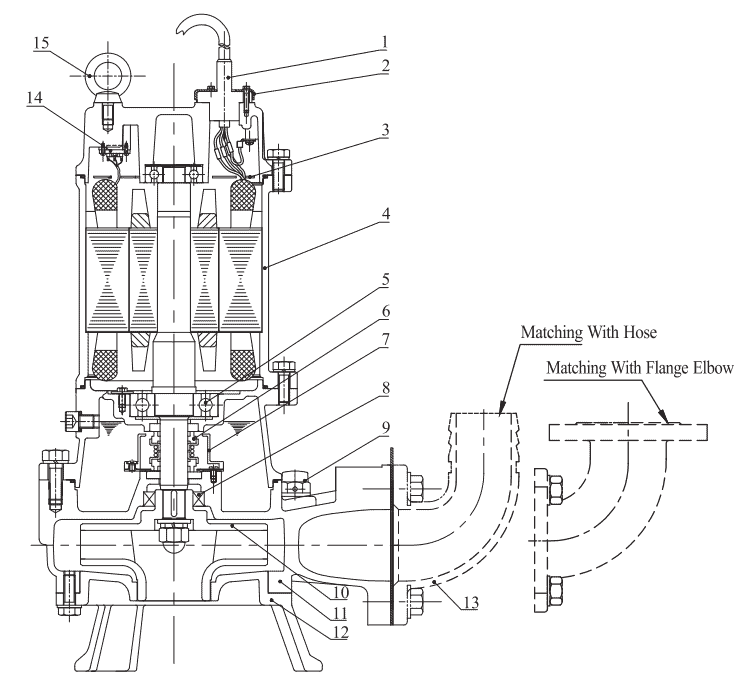
Impeller Design: Carefully matched pump body and impeller ensure optimal flow, high efficiency, a flat power curve, and minimal risk of overload. The precision balance of the impeller ensures minimal vibration and smooth rotation.
Motor Design: The submerged motor boasts IPX8 protection, F-class insulation for heat resistance, and is cooled efficiently when submerged. This ensures low actual temperature rises, promoting longer insulation life.
Shaft Seal: The motor’s shaft is protected by two or three cascading mechanical seals. One is immersed in the medium, preventing water intrusion into the oil chamber. The other seals prevent oil from entering the motor.
Oil Chamber: The chamber contains appropriate mechanical oil and two mechanical seals. It acts as a barrier preventing medium intrusion and also cools and lubricates the friction surfaces of the seals.
Bearings: The bottom bearing provides reliable support to the pump-motor shaft. Considering radial, axial forces, and pulsating loads during operation, the bearing consists of two to three different types, ensuring smooth operation and extended lifespan.
Cable and Sealing:
The cable is encased in a sewage-resistant rubber sheath, designed for reliable operation under full-load power in 40°C environments.
Seals are present between the rubber sheath and motor cover to prevent medium infiltration.
In the event the rubber sheath is damaged, the vulcanized rubber between the sheath and the core still prevents medium infiltration.
Motor Housing: The housing, made up of the base, bearing seat, and motor cover, boasts reliable static sealing, with each unit undergoing rigorous air pressure testing to ensure its watertight nature.
Internal Safety Measures:
Oil-water Probe: Installed in the oil chamber to detect leaks, triggering an alarm when detected.
Water Entry Probe: Positioned inside the motor chamber, it detects oil leaks into the motor.
Thermal Sensor: Found within the motor’s winding, it sends an alarm and stops the pump if the motor overheats.
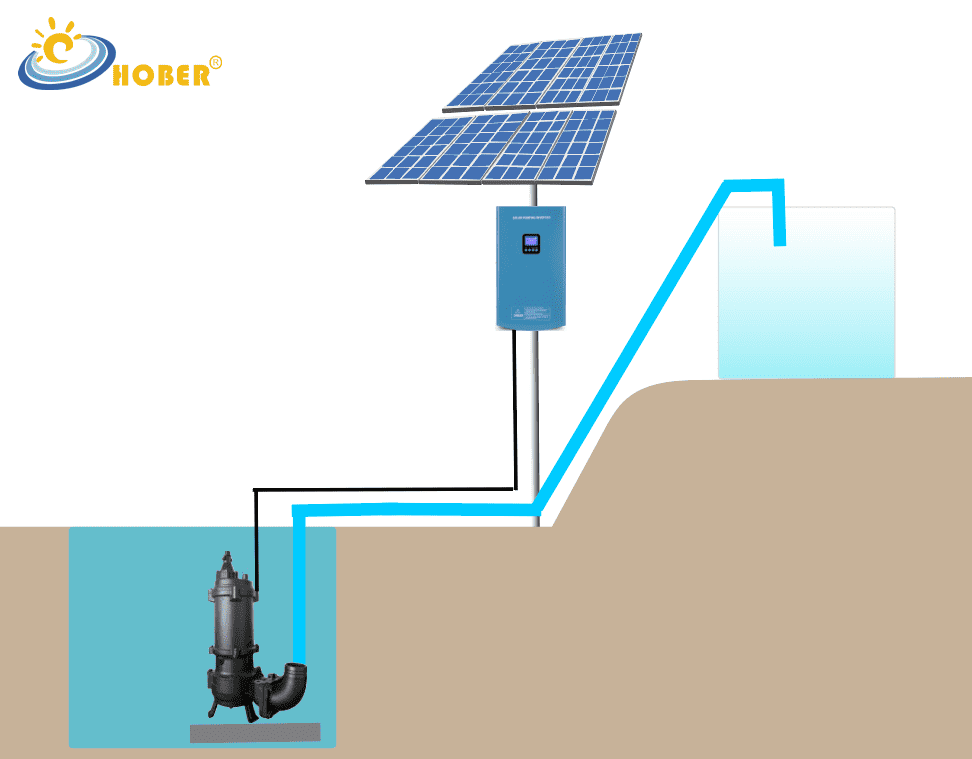
External Control System: A dedicated electrical control cabinet processes internal signals for control, protection, audible and visual alarms, and automation for single or multiple pumps. Users providing their control cabinets should contact the company for guidance on installing protective controllers.
Handling: The pump comes with dedicated handles for transport. Pulling the cable during transport is strictly prohibited, as it may break the seal between the cable and motor cover, leading to water intrusion.
Performance Curves and Parameters: The curves on the performance graph indicate the pump’s recommended usage range. Care should be taken to ensure the pump operates within the motor’s rated power range to avoid motor burnout.